|
Secat News
Secat Website Has a New Look
If you haven’t visited our website
www.secat.net
recently, it’s time to stop by the site to check out our redesign. The site has a new look, more information than ever before and a new ease of navigation that will put information in your hands – on your computer screen or mobile device – efficiently and quickly!
Stop by soon, and let us know what you think!
#WeLoveAluminum
Aluminum: Wrapped Up – Register Now for February Class

Secat, Inc is proud to offer another opportunity for you to attend our class; Aluminum: Wrapped Up – A Basic Understanding of Aluminum, in Lexington on February 8th at Secat, Inc. Contact Todd Bogge
ss at tboggess@secat.net f
or more information. Visit this link for more information and to register!
#WeWantYouToLoveAluminumToo
For more information, please contact Todd Boggess at tboggess@secat.net or (859) 514-4989.
|
Secat Makes a Difference
Scholarship Opens Doors for Recipient 
Dylan Holskey, from London, Kentucky, is a 22 year-old Senior majoring in Materials Engi
neering at the University of Kentucky. He is the recipient of the
Secat Aluminum Scholarship for 2016. Dylan graduates in May of 2017 and we asked him some questions about Secat and his plans for the future.
How did the Secat scholarship make a difference in your education and your plans for the future?
The Secat scholarship made a significant impact on my education, as well as my future plans. It provided me with the extra funds to make my senior year at UK virtually paid for, allowing me to allocate my savings to beginning my life and career after this spring’s graduation. I am so grateful that Secat offered this incredible grant to me and the materials engineering program at the University of Kentucky. Receiving the Secat scholarship also put me in contact with Todd Boggess, General Manager at Secat. After inviting me to tour Secat and having a one-on-one conversation, he described many opportunities within the aluminum industry and opened many doors for me, all on his own time. I am very hopeful for what the future holds!
What do you see as the most important aspect of a company like Secat that does testing and helps with R&D?
In my eyes, the most important aspect of a company like Secat is that it helps small and growing businesses. Small businesses that cannot afford to run a fully furnished lab like the one at Secat are heavily dependent on contracting out important tests. Secat essentially enables these businesses’ products to flow with minimum downtime and thus maximum revenue. The overall effect is a more competitive aluminum industry that provides more jobs for American men and women.
What is most exciting to you about the future of aluminum?
The most exciting thing to me about the future of aluminum is that it still has so much potential for growth. Aluminum’s widespread usage in transportation is just beginning, accelerated in an era where environmental preservation is becoming of great importance. Aluminum is slowly replacing traditional steel components in vehicles, which reduces weight and therefore greenhouse emissions. On top of that, aluminum is almost 100% recyclable. Newer uses of aluminum include hydrogen fuel cells, and pure alumina or aluminum oxide has seen increased production because of its superior optical and mechanical properties.
What advice would you give a student who is interested in pursuing a career in the aluminum industry?
Cast your net wide, and begin searching early. Attend your school’s career fairs and talk to all of the aluminum industry representatives, even if they are not strictly recruiting your major. Attend voluntary talks relating to aluminum and visit companies that come to your school that deal with
aluminum.
Apply for an aluminum scholarship (Secat!) like I did. Stay up to date on advances in industry pertaining to aluminum and understand where it is already established. Do not be intimidated – the aluminum industry wants you!
For more information, please contact Todd Boggess at tboggess@secat.net or (859) 514-4989.
#SecatLovesDylan
|
Featured Capabilities
Development of Forming Limit Diagram Measurement of Sheet Metals
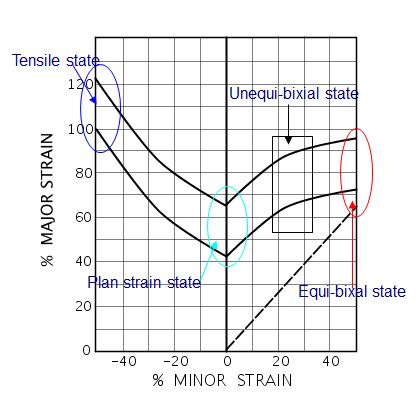
The forming limit diagram (FLD, see Fig. 1), first developed by Keeler and Backofen in 1963, is a useful tool for evaluating sheet metal formability [1]. The formability of sheet metals has been a subject of interest over the last fifty years. It is important to describe and evaluate the desired shape of the sheet metal imparted by plastic deformation in either the cold or hot rolled state. The concept of FLD has proven to be a very useful indicator of sheet metal formability [2, 3], especially, in evaluation of formability of automotive sheets. When the FLD is determined experimentally, the diagrams indicate the relationship between the major and minor principal strains under different strain states (see Fig. 2).
|
|
 |
| Fig. 1 |
|
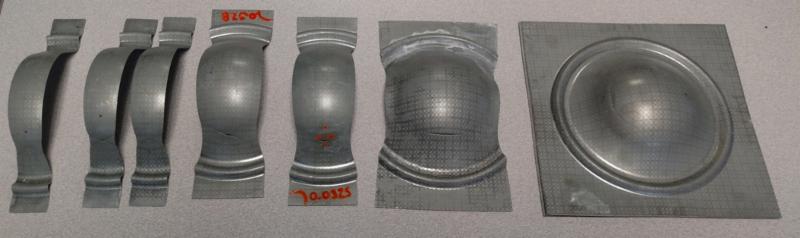
Fig.3 shows a representation of FLD test, in which sheet blanks with different widths and grids on the surface are clamped at the binder between the upper die and the lower blank holder, while a hemispherical venter punch stretches the material until failure.
Before the 1980s, major and minor strains were manually measured by use of a microscope at low magnification. Obtaining a FLD took a long time. With the development of computer software and digital cameras, strain automatic analysis systems were perfected. Currently, the advanced ARAMIS system relative to standard DS/EMN ISO (International Organization for Standardization – organized in 1947) can record strain analysis of a completed process (dynamic) of deformation.
The main differences between the two standards are in the sample shapes (see Fig. 4 and 5), the control of friction between the sheet and the hemispherical punch surface during deformation, and the method of calculation. In order to obtain the FLD curve, the ASTM standard requires choosing data points at necking or just before necking to establish the curve whereas the ISO standard requires fitting the measured strain data by use of an inverse parabola curve technique in the region of fracture. These different conditions from the same aluminum alloy with the same thickness may lead to differences in the FLDs from the two standard measurements.
|
|
|
| Fig. 4 |
|
Secat recently installed a BUP 600 Ductometer (Fig. 6) that uses a 100mm hemispherical punch instead of the current 60mm punch allowing it to meet the requirements of the ASTM and ISO standards for the determination of Forming Limit Curves which are the standards used by the automotive manufacturers and aluminum sheet mills.
Testing of formability of sheet metal can be done in accordance with the most common standards and procedures (DIN EN ISO 20482, DIN EN 1669, ISO 12004). Secat can test the influences of surface treatments, coatings and lubricants, with typical types of forming processes such as cupping and earing tests. Secat can also examine the effect of tools and process parameters on the forming process.
Secat is capable of conducting formability tests using both the Marciniak and Nakajima Test Methods.
Secat has also installed the ARAMIS system that allows for real time measurement of strain during the deformation process permitting precise and accurate data collection within a short time frame.
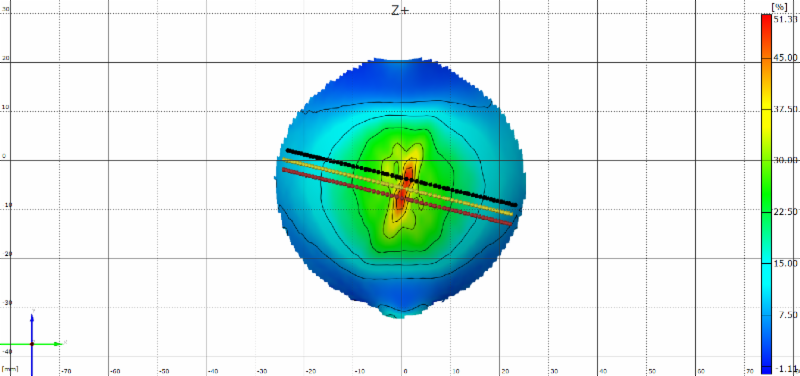
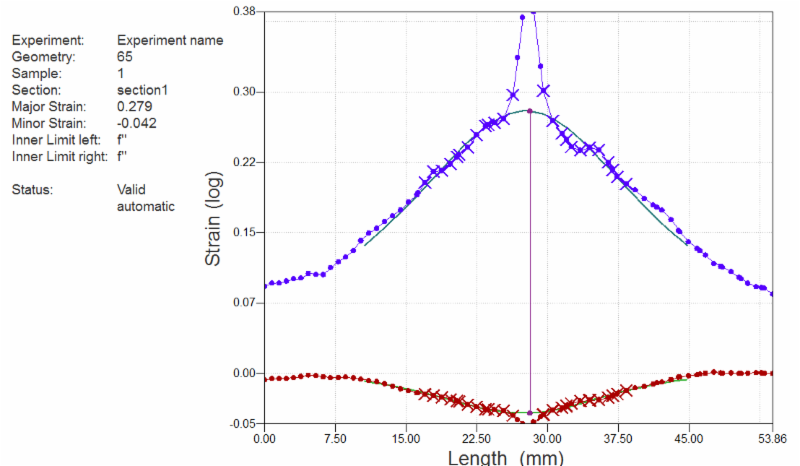
The forming can be analyzed at any captured image frame before or after fracture occurs and the data visualized as the deformed sample or as a 3D surface. As per the ISO guidelines for FLC’s, section lines (see Fig. 8) are drawn perpendicular to the crack and the major-minor strain values are used to fit a series of curves to the major and minor strains against distance of the dome width. The fitted curves are used to reconstruct the major and minor strains versus distance as parabolic curves where the extremum of the parabolic curve represents the forming limit for the strain path based on sample geometry. The curve fitting procedure is fully automated to provide rapid and reproducible results.
On the basis of the precise measurement of the 3D-coordinates, the 3D-displacements, the strains and the shape of the specimen are calculated with high accuracy and resolution. The results are graphical displayed and the visualization is outputted in TIFF or JPG formats. Further the results can be exported in a user defined ASCII format.
References
[1] S.P. Keeler and W.A. Backofen, “Plastic Instability and Fracture in Sheet Stretched Over Rigid Punches”, ASM Trans. Quart., 56(1963), 25-48.
[2] H.J. Kleemola and J.O. Kumpulainen, “Factor Influencing the Forming Limit Diagram: Part I- The experimental Determination of the Forming Limits of Sheet Steel”, J. Mech. Working Tech., 3(1980), 289-302.
[3] A.K. Ghosh, “Plastic Flow Properties in Relation to Localized Necking in Sheets”, Mechanics of Sheet Metal Forming (Plenum press, New York- London, 1978), 287-312.
|
|
Person of Interest
Calvin Wiggins, Director of Quality and Technical Sales Service
Service Center Metals, LLC

Calvin Wiggins is the Director of Quality and Technical Sales Service at Service Center Metal’s Prince George facility, which serves the aluminum distribution market. He joined the company in 2003 as part of the startup team and served as the Director of Manufacturing through 2010 prior to assuming his current role.
Calvin joined Reynolds Metals Company in 1984 after graduating with an M.S. in Materials Engineering at the University of Alabama. While at Reynolds, Calvin worked at the Listerhill facility in Alabama and then transferred to Reynolds International in 1994 for an assignment in Samara, Russia. Calvin joined Norandal in 2000 for a greenfield startup and then to Service Center Metals for a company startup in 2003. Calvin has held diverse roles in technical service, sales, and operations management at extrusion, sheet & plate rolling, foil conversion, and continuous casting operations.
Give us a quick overview of your job.
Service Center Metals manufactures semi-fabricated aluminum products including extrusion logs and extruded rod, bar, tube, pipe, shapes, and custom profiles. Our facility operates two modern extrusion presses (9″ and 14″) serving aluminum service centers.
Service Center Metals has a modern remelt facility for casting high quality 6xxx extrusion logs in diameters ranging from 9 to 14″. The facility is currently being expanded to increase our capacity that will enable outside sales. The expansion makes this the highest volume horizontal casting facility in the world, which is largest diameter log (14″) that is horizontally cast in the world.
We perform the following analytical tests at SCM:
-
Chemical: OES (optical emission spectroscopy).
-
Mechanical Testing: Tensile testing, Rockwell testing and hardness Barcol testing.
-
Macrostructure: caustic etch testing
-
Temperature: Pyrometer and TC devices
-
Dimensions: Coordinate Measuring Machine (CMM), micrometers, calipers, laser micrometers.
-
Surface roughness: profilometer
What are some things that happen for you in a typical day at work?
Product and process development, continuous improvement and ISO-9001 system maintenance
How does your job impact the markets you serve?
As a member of the executive team and a metallurgist (MS – Materials Engineering), I am involved in making strategic decisions involving products and manufacturing equipment to enable high quality, efficient production, e.g., tightest tolerances on rod products (SCM Lightning Rod Tite) and deploying horizontal casting in a vertical casting world with equivalent or better log quality.
How do you interact with Secat, Inc. and how does the relationship benefit you?
SCM has a lean staff with limited wet sample preparation capability and no on site SEM (Scanning Electron Microscopy) so we utilize SECAT to assist us in the analysis and interpretation of the results
.
Tell us something about yourself (outside of the industry) that people may not know.
How we operate at SCM (precision, accuracy, and speed/efficiency) spills over into my life outside of work. I’ve got the need for speed – I am skydiver and an avid Harley V-Rod rider.
#CalvinLovesAluminum
|
Aluminum Art

Service Center Metals has a unique piece of accidental, aluminum art displayed in their office. This “extrusion art” was caused by an Extrusion Press Bleed-Out described below. The result is a one-of-a-kind, beautiful (and very expensive) piece of art.
“During the extrusion process, the flying saw on the run-out table was cutting the extrusion profiles from a four strand die and the puller grabbed three of the four strands, i.e., accidentally dropped a strand. Due to a lack of tension on the dropped strand, it piled up inside the platen completely blocking it. As the platen built up with extruded aluminum, the back pressure on the container/die interface bled out causing several hours of down time. The bleed out was cut in half with a torch and mounted in our office.”
#WeLoveAluminumArt
|
|
|
|
|