Dr. Shian Jia joined Secat as a Materials Engineer in October 2015. He received a B.S. degree from Tsinghua University, Beijing, China, in 2011. He obtained a M.S., and Ph.D. degrees in Metallurgical a
nd Materials Engineering from the University of Alabama in 2013 and 2015,
resp
ectively.
Dr. Jia has authored/co-authored 11 peer-reviewed research paper
s and deliv
ered 5 presentations at international conferences. Dr. Jia successfully completed 5 R&D projects
funded by US ARMY, Ex-one and AFS. Please welcome Dr. Jia to the Secat team
|
|
Secat Scholarship Provides Opportunity in the Aluminum Industry
Campbell Fritschner came to UK after growing up in Auburn, Alabama as the son of two UK graduates.
Though he was initially interested in chemical engineering, when he learned about the materials science
and engineering program, he quickly decided that was “more up his alley”. After his first full year, he
was encouraged to apply for scholarships by his engineering counse
 lor and he managed to land the
Secat scholarship. During his college career he interned at the Center for Applied Energy Research’s
Carbon Materials Group and worked in mechanical testing of carbon fibers and development of
nanotube based materials.
lor and he managed to land the
Secat scholarship. During his college career he interned at the Center for Applied Energy Research’s
Carbon Materials Group and worked in mechanical testing of carbon fibers and development of
nanotube based materials.
After graduating, Campbell worked at Alloy Technology Innovations for a few months before moving to Baltimore MD with his wife. In Baltimore, he worked for a GE Aviation subsidiary (Middle River Aircraft Systems) as a Materials and Process Engineer with oversight over development, certification, and qualification of new carbon fiber/epoxy based composites for aircraft nacelles. At MRAS he led a qualification and certification of a new carbon fiber/epoxy material system, developed a new method for an acoustic seam of honeycomb core, and developed a new design equation for fastener pull through capability of carbon fiber composites.
Last year he was presented with the opportunity to move back to Kentucky and stay in the aerospace industry albeit through aluminum part fabrication instead of composite bonding and assembly. At voestalpine RFC Aerospace (Shelbyville, KY), he is a process engineer over heat treat operations in charge of salt bath and age oven procedures and equipment as well as material cleaning and coil slit to width. He oversees process changes and continuous improvement projects in these areas as well as investigating root cause and corrective action for part rejects and process failures.
We asked Campbell some questions about Secat and the future of the aluminum industry:
How did the Secat scholarship make a difference in your education and career?
Obviously the financial portion of the Secat scholarship was extremely influential in my educational
career, as it was a main driver for me emerging from college debt free. But in addition to the financial implications of the scholarship, I gained a future partner in my professional career. While I never directly worked for Secat, I have now utilized the experience and expertise of Secat in both roles that I have had in the aluminum industry.
What do you see as the most important aspect of a company like Secat that does testing and helps with R&D?
The centralized knowledge and capabilities that Secat has specifically regarding aluminum has already been a huge resource for me already in my short career. Secat has always been quick to reply to a variety of inquiries and has consistently provided detailed responses to all requests for information and services. Having a resource that has the knowledge, equipment, and connections to help me not only evaluate failures but determine root cause and suggest paths forward is invaluable.
What is most exciting to you about the future of aluminum?
I am excited about the expansion of aerospace materials and technologies into sectors such as the
automobile industry as well as continued innovation in the aviation industry. However the same forces that seem to be driving this shift also will be challenging to raw material production. I am very interested in seeing how raw material suppliers react to changing regulatory and environmental forces such as fluctuating energy prices and future carbon emission reductions.
What advice would you give a student who is interested in pursuing a career in the aluminum industry?
For those interested in future opportunities in the aluminum industry, I would advise current and
potential students to get their hands dirty! There is no substitution for experience. Whether through
internships, co-ops, or working as a technician, understanding any aspect of the supply chain will foster many times more technical and professional growth than any textbook or class ever could. It will also allow for the student to discover what areas are truly interesting to them and provide a head start on a long and prosperous career working with aluminum.
#HeLovesAluminum
|
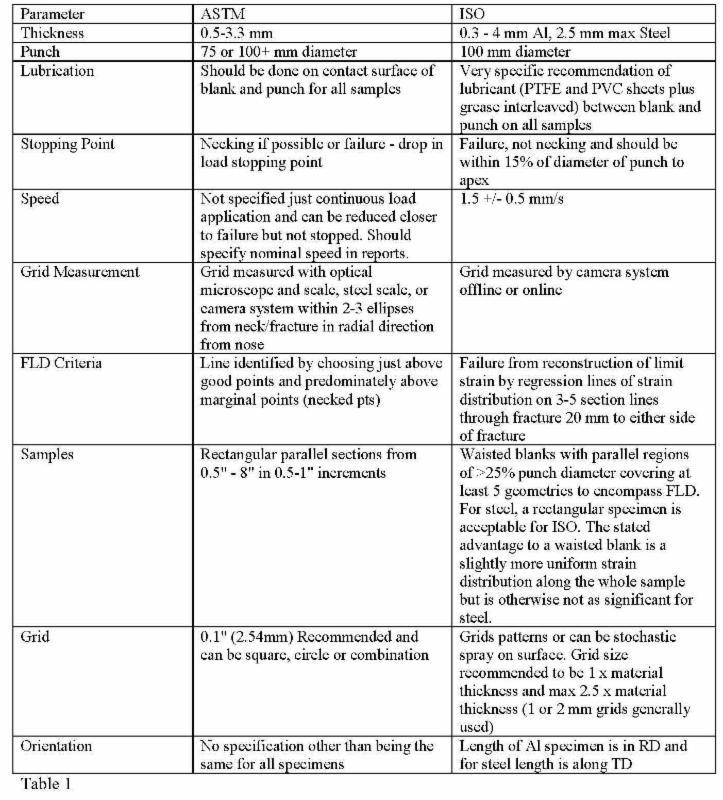
Difference between the ISO and ASTM standard for FLD measurements
The formability of sheet metals has been a subject of interest over the last fifty years. It is important
to describe and evaluate the desired shape of the sheet metal imparted by plastic deformation in
either the cold or hot rolled state. The concept of forming limit diagram (FLD, see Fig. 1) has
proven to be a very useful indicator of sheet metal formability
|
Tech Talk
Experimental Analyses on the Ultrasonic Processing of A356 Alloys and Nanocomposites
There is strong evidence showing that microstructure and mechanical properties of a cast
component can be improved considerably if nano-particles are used as a reinforcement to form a
metal-matrix-nano-composite (MMNC). Ultrasonic stirring technology (UST) can be effectively
used in commercial casting processes, e.g. direct-chill, shape and die casting due to its effects on
microstructure of metals, which include control of grain structure, refinement of secondary
phases, improvement of material homogeneity, and the uniform distribution of inclusions. The
existence of these effects is proven experimentally, and some of them are used in industry.
In this study, A356 nanocomposite castings were fabricated by using the ultrasonic
stirring process. The A356 alloy and Al2O3/SiC nano-particles were used as the matrix alloy and
the reinforcement respectively. Nanoparticles were injected into the molten metal and dispersed
by ultrasonic cavitation and acoustic streaming. The microstructure and mechanical properties of
the nano-composites have been also investigated in detail. The ultrasonic processing system used
in this study is illustrated in Fig 1.

Fig 1. Ultrasonic processing system
Fig 2 shows a comparison of non-UST and UST treated A356 samples. As can be seen
from Fig 2, the samples without UST treatment have coarser microstructures than the ones with
UST. It can also be seen that the dendrite structure (initial size of the order of hundreds of
microns) is broken up because of the UST treatment. Basically, fine globular grain structures
(~10 – 20 microns) can be observed in the samples obtained via UST.
Fig 3 shows the optical microscope photographs at X50 magnification for A356 samples
reinforced with SiC and Al2O3. Similar fine globular structures can be seen in Fig 2(b), Fig 3(a)
and (b), meaning that UST is the main reason for the refinement of the primary phase.

Fig 2. Optical microscope photographs at X50 for A356 samples
(a) Without UST treatment and (b) with UST treatment during solidification

Fig 3. Optical microscope photographs at X50 for A356 samples reinforced with (a) UST + 1% SiC and (b) UST + 1% Al2O3
Fig 4 shows the tensile test results for A356 alloy and SiC/Al2O3 nano-composites under
different treatment conditions. By using the UST treatment and the addition of nanoparticles, the
tensile strength increases after the UST treatment and addition of nanoparticles. For UST treated
samples, the grain refinement could be the major mechanism for increasing strength and
elongation. For the nanocomposite samples, the thermal mismatch between the reinforcements
and matrix, the effect of nano-particles acting as pinning points to dislocations and solidification
mechanisms result in the increase of tensile strength. The agglomeration of nano-particles and
micro porosity brought in by nanoparticles can decrease the elongation of nano-composite
samples.
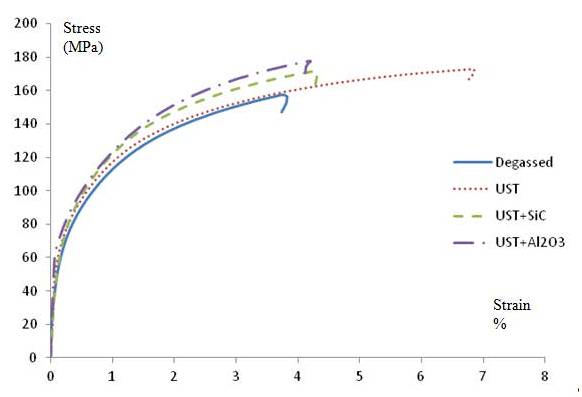
Fig 4. Tensile testing results for as-cast A356 samples
References
[1] X. Jian, H. Xu, T.T. Meek, Q. Han, Effect of power ultrasound on solidification of aluminum
A356 alloy, Materials Letters, 59 (2005) 190-193.
[2] S. Jia, D. Zhang, L. Nastac, Experimental and Numerical Analysis of the 6061-Based
Nanocomposites Fabricated via Ultrasonic Processing, J Mater Eng Perform, 24(6) (2015) 2225-
2233.
[3] T.V. Atamanenko, D.G. Eskin, L. Katgerman, Influence of ultrasonic melt treatment on
structure formation in aluminium alloys with high amount of transition metals, Light Metals,
(2009) 827-830.
|
Aluminum Art
Tree Sculptor
Using strands of high quality aluminum alloy wire, Wisconsin-based artist KaiTrees (Kevin Iris)
has spent 24 years “decoding the language of trees” – creating intricate, beautiful trees from
Bonsai to Sequoia. He spends hours making detailed tree sculptures from the roots to the tips
of the branches capturing the complexity and grace of the trees in his work. Using aluminum
ens
ures
his trees
r
etain
their
brilliance.
You can view KaiTrees work at kaitrees.deviantart.com. Images via deviatart.
|
Don’t Forget to Connect with Secat, Inc. on Social Media!
CONNECT with Secat’s Company Profile on LinkedIn.
We are talking about ALUMINUM, everyday! Join in the conversation!
#WeLoveAluminum
|
Looking Downstream
Make sure you look for more Aluminum information that will be featured in Volume 4, Issue 2 of Aluminum WrapUp, May/June, 2016.
#WeLoveAluminum
|
|
|
|
|